
PROTOTYPE VS PRODUCTION: WHAT ACTUALLY CHANGES
Prototype machining focuses on speed and flexibility.
Production machining requires repeatability, documentation, controlled setups, tool libraries, SPC, and stable supply chains.
Scaling is NOT “more of the same”—it is engineering out variability.
| Dimension | Prototype | Production Requirement |
|---|---|---|
|
Setups |
Manual, flexible |
Documented, repeatable, quick-change |
|
Tooling |
General purpose |
Optimized grades/geometry + preset tools |
|
Inspection |
Spot checks |
SPC, automated probing, traceable data |
|
Documentation |
Minimal |
Controlled setup sheets + revisioned G-code |
|
Throughput |
Not critical |
Key cost driver |
|
Supply |
Best effort |
Approved vendors + certs |
PRE-SCALE DFM: THE “TOLERANCE & FINISH TRIAGE"
Pre-Scale DFM: The Tolerance, Finish & GD&T Triage
Before releasing a print for production, evaluate tolerances, finishes, and functional surfaces.
Over-specification is the #1 driver of unnecessary cost in CNC machining.
A. Functional vs Cosmetic Surfaces
- Tight tolerances only where the function demands (bearing journals, seal lands, datum features)
- Relax non-critical ODs/faces to ±0.002–0.005″
- Cosmetic surfaces rarely need < Ra 63 µin
- Keyword: machining tolerances, GD&T functional surfaces
B. Standardize What You Can
- Threads: UN/UNF or ISO
- Groove widths: 0.031 / 0.062 / 0.094 / 0.125 / 0.187″
- Diameters: stick to 0.500 / 0.750 / 1.000 / 1.250 etc.
- Standard tooling = standard cost
C. Datum & GD&T Alignment
- Primary datum for turned parts = spindle axis
- Prefer total runout over concentricity when easier to measure
- Control only features that matter to assembly
D. Finish by Functional Requirement
- Bearing journals: Ra 8–16 (grinding)
- O-ring lands: Ra 16–32
- Hydraulic bores: Ra 8–16 + 20–45° crosshatch (honing)
Material & Heat‑Treat Control (the silent precision killer)
What changes at scale: hardness spread, straightness, microstructure, batch‑to‑batch variation.
Controls to add –
- For turned parts: bar straightness and surface quality (cold‑drawn/ground preferred).
- Pre‑production “mini‑lot” from the actual production vendor.
- Approved supplier list + certs; spot‑check hardness & chemistry.
Even a small hardness bump can move a bore by a few tenths under identical toolpaths. Validate before full release.

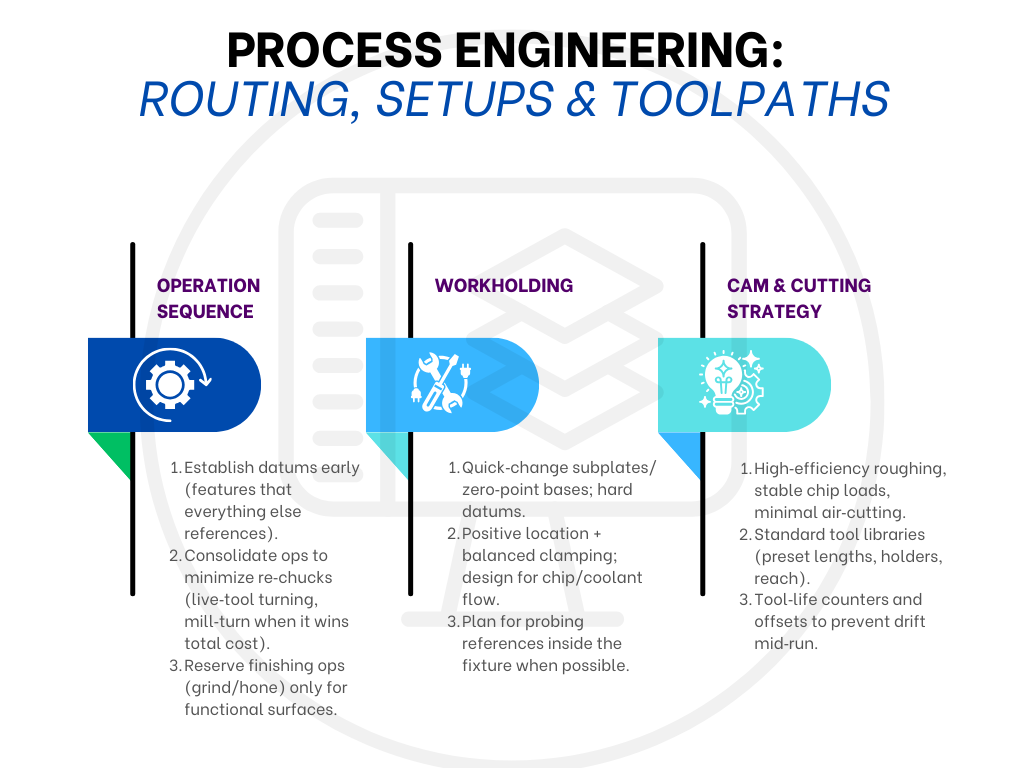
Fixturing for Repeatability: Quick‑Change by Design
Design principles
- Hard datums tied to drawing datums; asymmetric locating to mistake‑proof.
- Load/unload target: <30 s for production parts.
- Serviceable wear points (pads, bushings) to retain repeatability.
ROI rule of thumb
- If a fixture removes ≥1 minute per part or ≥30 minutes per setup per lot, it likely pays back within one run on mid‑size lots.
Baxter capability: In‑house fixture design/build aligned to part geometry and forecast volume.
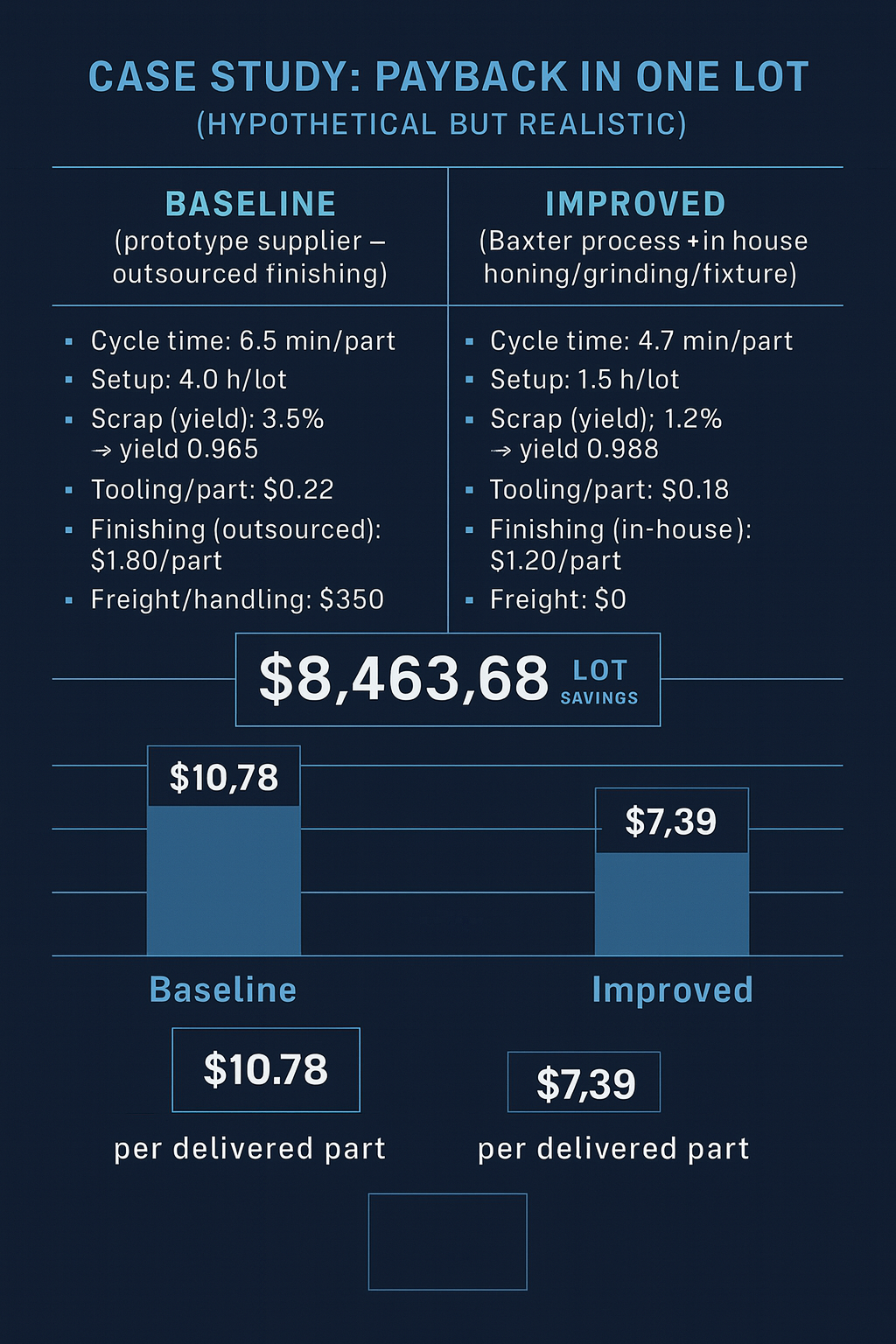
Cost Model & Levers (with reusable math)
A compact cost model per delivered part:
Piece Cost ≈ (CycleTime/60)·MachineRate + Tooling/part + Finishing/part + (SetupHours·Rate)/Lot + Freight/Lot
…but compute it against starts required:
Starts = DeliveredQty / Yield
Then multiply all per‑part costs by Starts, not DeliveredQty.
Primary levers: Cycle time ↓, Scrap ↓, Finishing consolidation, Setup ↓, Freight ↓.
30/60/90‑Day Scaling Blueprint
_________________________________________
Days 0–30 — Assess & Align
- Pick 2–3 high‑runner parts; time‑study, map datums, tag functional surfaces.
- Run DFM triage; update prints (tolerances/finishes/reliefs).
- Validate production material vendors; cut a mini‑lot
Days 31–60 — Engineer & Prove
- Design/build quick‑change fixtures.
- Lock tool library; re‑program with HEM & stable chip loads.
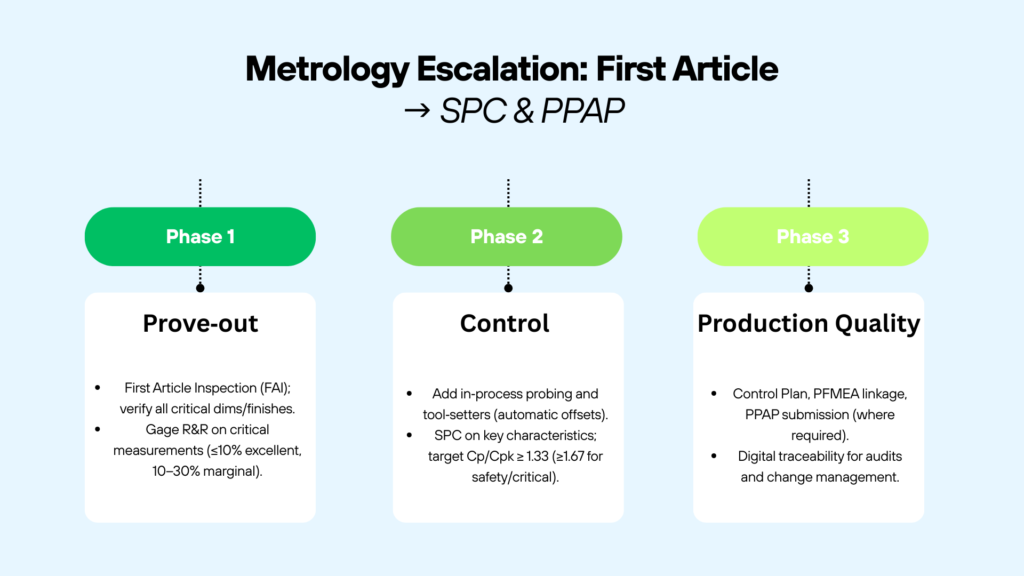
- Add probing & tool‑setters; run FAI + MSA; start SPC on criticals
Days 61–90 — Scale & Sustain
- Roll learnings to part families; implement control plans.
- Track Cp/Cpk, OEE, scrap; close PFMEA actions.
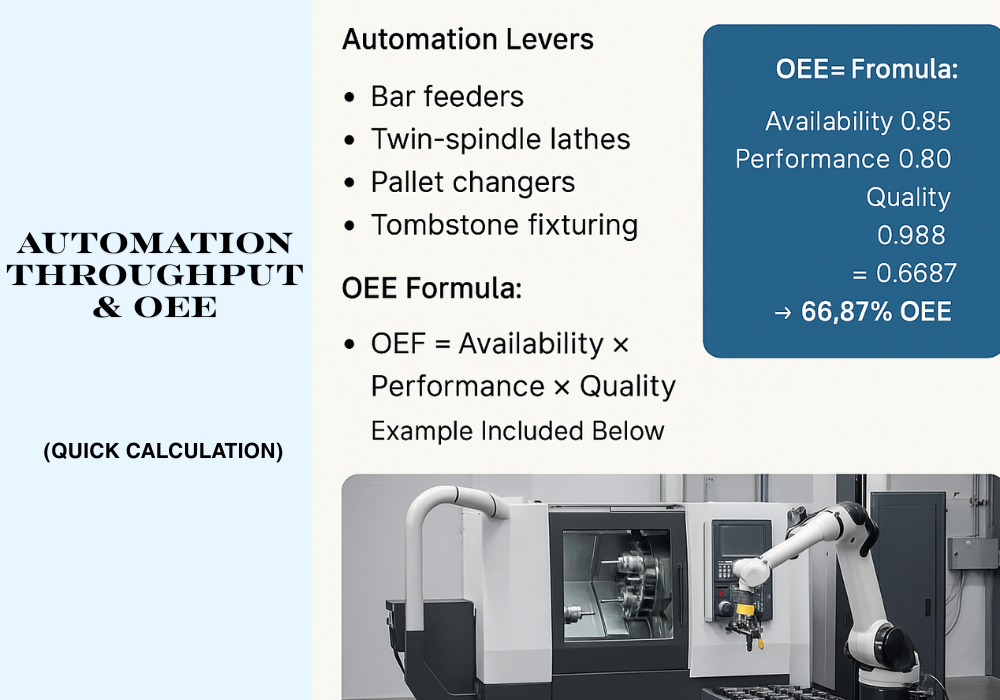
- Consider bar feeders/pallets where stable
RFQ Data Checklist (send better inputs, get better quotes)
-
3D model + dimensioned PDF (rev level)
-
Annual volume & lot size targets; ramp schedule
-
Critical features list (with GD&T and functional notes)
-
Surface finish by function (e.g., “hone bore Ra 8–16 µin, 30–40° crosshatch”)
-
Material spec + heat‑treat/plating requirements
-
Preferred/approved raw material vendors (if any)
-
Inspection/quality requirements (SPC, PPAP level, certs)
-
Packaging/cleanliness specs
-
Target price (optional) and delivery cadence
-
Photos of the part in assembly (if permissible)
Let’s Talk Precision
At Baxter Machine & Tool, we engineer the scale-up from day one—process-first quoting, custom quick-change fixturing, and integrated turning–grinding–honing under one roof. Our production flow uses probing, tool-setters, SPC, and PPAP-ready documentation to keep precision consistent as volumes rise. And when prototypes evolve, our agile process adapts without slowing your launch.
Stay Updated With Machining Insights
Weekly updates on machining, grinding, tolerancing, and process optimization.