CNC Turning for Precision Shafts & Rotational Components
(Tolerances, Surface Finish & Geometry Control)
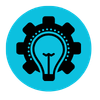
When engineers search for CNC turning tolerances or precision shaft machining, they’re usually trying to answer one critical question:
Can this part be held in turning — or does it require grinding?
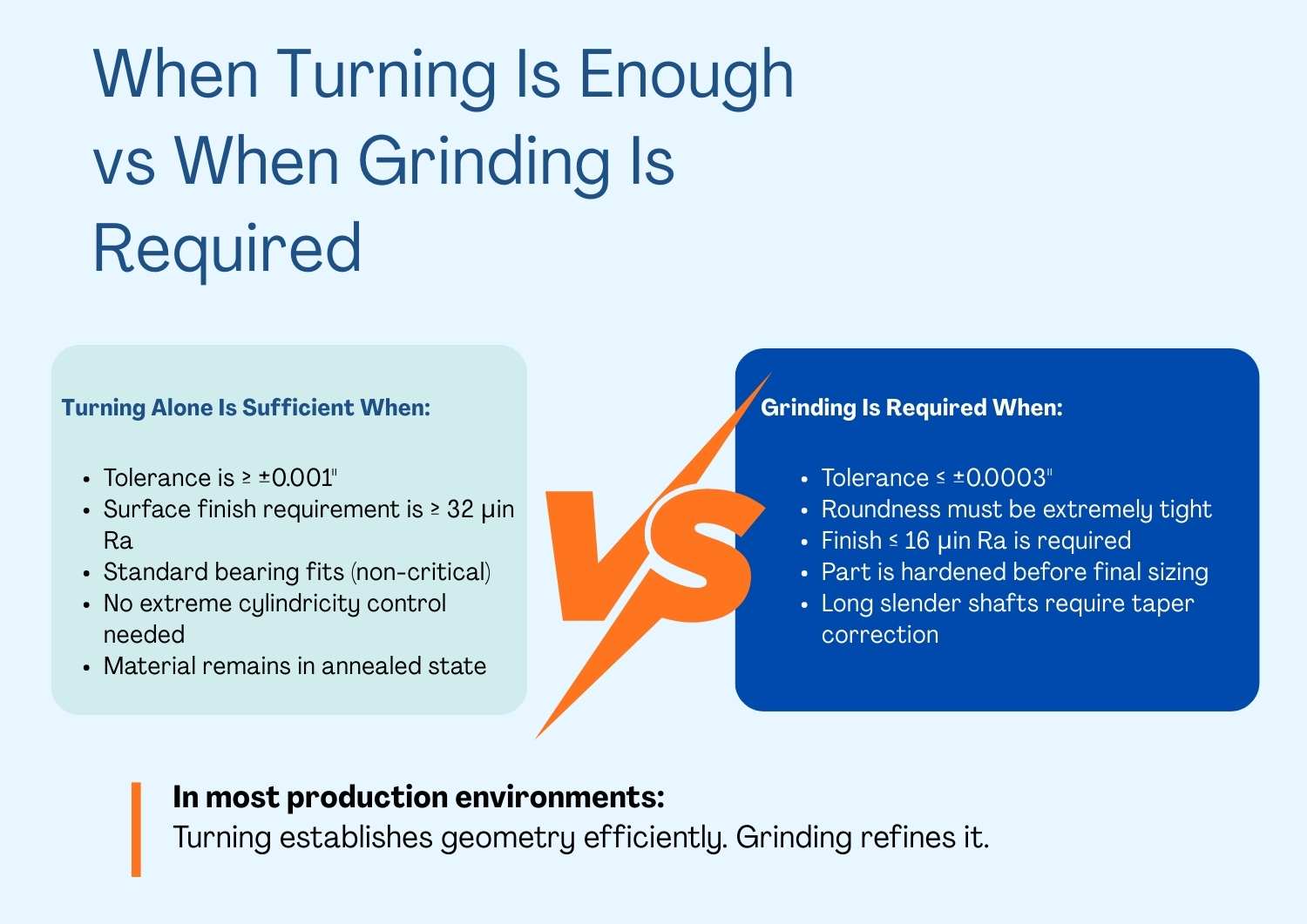
For rotational components like shafts, journals, spacers, and spindles, the answer determines cost, lead time, and long-term performance. Below is a practical, engineer-first breakdown of what CNC turning can realistically achieve in production.