

PROTOTYPE VS PRODUCTION: WHAT ACTUALLY CHANGES
Prototype vs Production: What Actually Changes When You Scale CNC Machining
Prototype machining focuses on speed and flexibility.
Production machining requires repeatability, documentation, controlled setups, tool libraries, SPC, and stable supply chains.
Scaling is NOT “more of the same”—it is engineering out variability.
| Dimension | Prototype | Production Requirement |
|---|---|---|
|
Setups |
Manual, flexible |
Documented, repeatable, quick-change |
|
Tooling |
General purpose |
Optimized grades/geometry + preset tools |
|
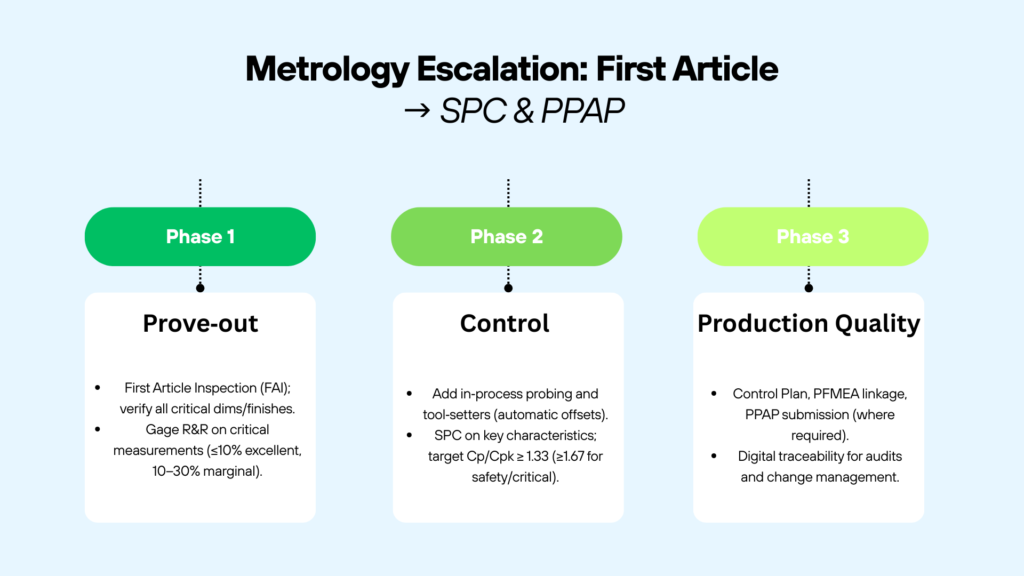
Inspection |
Spot checks |
SPC, automated probing, traceable data |
|
Documentation |
Minimal |
Controlled setup sheets + revisioned G-code |
|
Throughput |
Not critical |
Key cost driver |
|
Supply |
Best effort |
Approved vendors + certs |
PRE-SCALE DFM: THE “TOLERANCE & FINISH TRIAGE"
Pre-Scale DFM: The Tolerance, Finish & GD&T Triage
Before releasing a print for production, evaluate tolerances, finishes, and functional surfaces.
Over-specification is the #1 driver of unnecessary cost in CNC machining.
A. Functional vs Cosmetic Surfaces
- Tight tolerances only where the function demands (bearing journals, seal lands, datum features)
- Relax non-critical ODs/faces to ±0.002–0.005″
- Cosmetic surfaces rarely need < Ra 63 µin
- Keyword: machining tolerances, GD&T functional surfaces
B. Standardize What You Can
- Threads: UN/UNF or ISO
- Groove widths: 0.031 / 0.062 / 0.094 / 0.125 / 0.187″
- Diameters: stick to 0.500 / 0.750 / 1.000 / 1.250 etc.
- Standard tooling = standard cost
C. Datum & GD&T Alignment
- Primary datum for turned parts = spindle axis
- Prefer total runout over concentricity when easier to measure
- Control only features that matter to assembly
D. Finish by Functional Requirement
- Bearing journals: Ra 8–16 (grinding)
- O-ring lands: Ra 16–32
- Hydraulic bores: Ra 8–16 + 20–45° crosshatch (honing)
Material & Heat‑Treat Control (the silent precision killer)
What changes at scale: hardness spread, straightness, microstructure, batch‑to‑batch variation.
Controls to add –
- For turned parts: bar straightness and surface quality (cold‑drawn/ground preferred).
- Pre‑production “mini‑lot” from the actual production vendor.
- Approved supplier list + certs; spot‑check hardness & chemistry.
Even a small hardness bump can move a bore by a few tenths under identical toolpaths. Validate before full release.

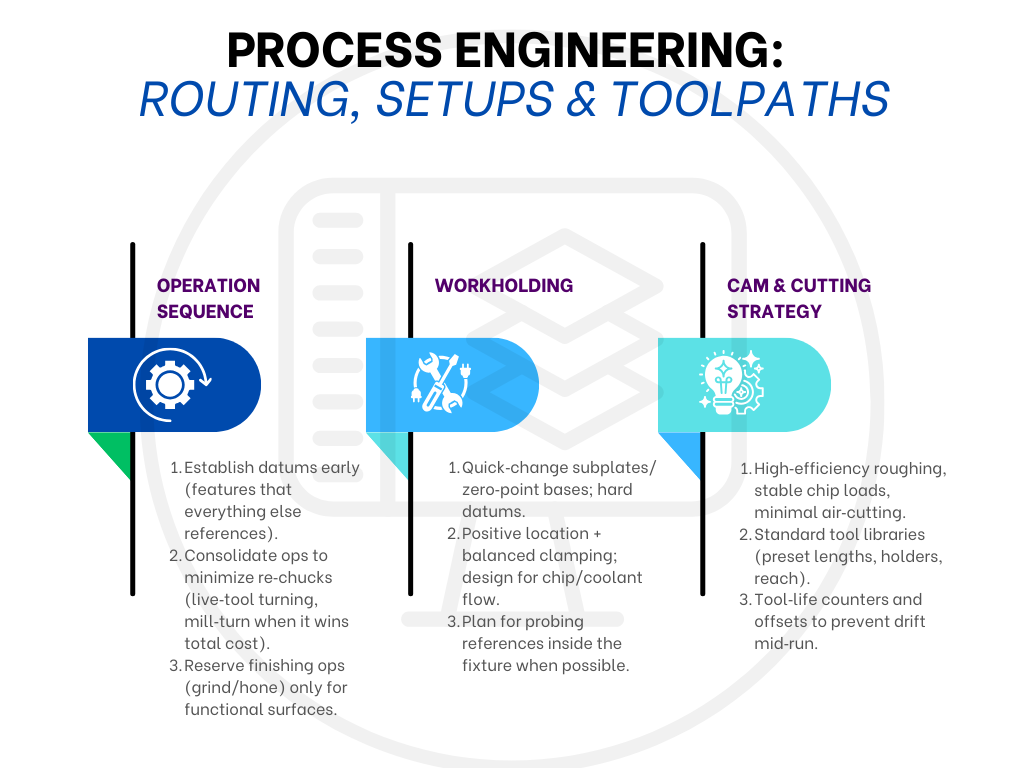
Fixturing for Repeatability: Quick‑Change by Design
Design principles
- Hard datums tied to drawing datums; asymmetric locating to mistake‑proof.
- Load/unload target: <30 s for production parts.
- Serviceable wear points (pads, bushings) to retain repeatability.
ROI rule of thumb
- If a fixture removes ≥1 minute per part or ≥30 minutes per setup per lot, it likely pays back within one run on mid‑size lots.
Baxter capability: In‑house fixture design/build aligned to part geometry and forecast volume.
Let’s Talk Precision
If you’re ready to optimize your part quality and reduce production costs, contact Baxter Machine, Jackson, MI, for expert guidance on fine grinding or double-disc grinding solutions tailored to your project.
Call today or request a quote online to discover how our precision grinding services can deliver measurable performance improvements.